
Content
At present, both polyethylene pipes are used for repair and for the construction of a wide variety of water supply networks, and it is imperative that a reliable connection of polyethylene pipes be made during the construction process. Such pipes have a number of quite significant advantages:
That is what makes them so popular. Today it is known how to solder polyethylene pipes, as well as several other options for connecting pipes made of polyethylene. All of them will be discussed in this article.

Ways to connect PE pipes
The question of connecting polyethylene pipes with water shut-off valves and between them arises when constructing water supply networks.
Thus, the compounds of polyethylene pipes, depending on their functional purpose, are divided into two groups:
We give the technology of each type of compounds.

Electrofusion welding
This installation technology has been used for many years for the installation of polyethylene pipes with a diameter of 63 mm or more.

Soldered Pipes
So, consider how to connect polyethylene pipes:

Pipes with a heating element
Advice from a professional:
The height, width, seam formed and the appearance of grata can be judged on how well the welded joint.

Welding machine and coupling
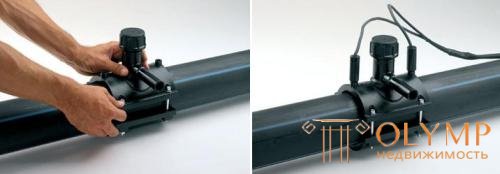
This connection is made with the aid of an electro-coupling, i.e. a coupling for connecting polyethylene pipes with embedded electric heating elements. This compound is designed for a pressure that reaches 16 atm.
Elektromuftovoy connection is considered more cost-effective than welding butt. Although in conditions of high constraint, in the absence of the possibility of placing an overall apparatus designed for butt welding, it is precisely electrofusion welding that becomes indispensable.
The most popular is the simple electric coupling used to connect the straight pipe section of two pipes. Although along with them are used saddle bends, electric tees, etc.
Those connections that are made with the help of electrofusion are often used when installing pipelines of not very large diameter from pipes that enter the coils.
Electrocouplings having a diameter of up to 110 mm are affordable and used in small quantities at the price - this is exactly what electric welding of pipes, which enter the bay, is comparable to economically butt butt.
Consider the technology of the process of welding couplings:

Surface cleaning and degreasing
Installation of the coupling and connection of the feeding equipment
Advice from a professional:
The feeding equipment of the highest quality can carry out the entire welding cycle independently, in addition, it can enter all data into a special electronic protocol.
When welding pipes with a large diameter, it will be necessary to additionally require a heating procedure - this should be remembered when mounting the polyethylene pipes with your own hands. Warming up looks like this:
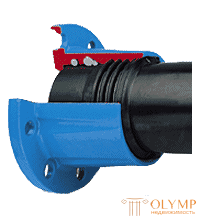
Flange for PE pipes
This connection is one of the most common types of detachable connections.
The connection is carried out with the help of sleeves for flanges for polyethylene pipes, which are welded to the ends of pipes made of polyethylene, as well as flanges made of metal.
The flange joint is the most commonly used detachable joint used to create piping systems made from pipes made of polyethylene.
Compression fittings are used (collet crimp connection, crimp fittings) for pipes of small diameters (less than 50 mm) in cases where joint methods such as butt welding and flange connections are practically unprofitable.

Various compression fittings
This type of compound is designed for pressures up to 25 atm. Tightness in these joints is achieved due to the presence of a rubber sealing ring, and the resistance to mechanical loads is due to the cutting of the plastic sleeve into the pipe of the teeth.

Grip for polyethylene pipes
Compression fittings are often used when connecting pipes made of polyethylene among themselves, as well as when connecting pipes of polyethylene with a pipe of some other material. So, in the case of replacing a section of a pipeline made of steel, which has become unusable, with a polyethylene pipe, the compression fitting quite successfully connects the polyethylene pipe with the metal pipe.
Welding with a hot tool, if we compare different methods of connecting polyethylene pipes, is considered the most versatile and efficient way to connect pipes of polyethylene. This method allows pipes to be connected directly to the connecting parts or to each other. Pipes that are connected by welding have the same strength as before the connection. Consequently, the pipeline that was welded can be compared with a homogeneous pipe.

polypropylene

metal plastic
Just want to note that both types of pipes are used in water supply and heating. The advantage of polypropylene pipes is undoubtedly in their connection with each other. Thermal welding allows you to create a monolithic joint which in its structure becomes the same as the pipe itself. For welding, use a welding machine, in the common people a soldering iron, which can be used immediately by absolutely anyone. All welding or better soldering takes seconds. Metal-plastic pipes are connected without welding press fittings or compression fittings. In the first case, a special tool is required for press fittings, and for compression fittings a simple wrench and physical strength of a person, but the connection in both cases is already far from the monolith as in polypropylene pipes. Also, plastic can be bent, and in polypropylene, use for this angles and tees. As you can see, there are advantages and disadvantages in the joints of both pipes. But the reliability of the connection is won by polypropylene, since its compounds can be safely monolithic. Now consider the temperature regimes of both pipes. Polypropylene pipes have a working temperature of + 75 ° C and with a pressure of 7.5 atmospheres a guaranteed service life of 25 years. The maximum temperature that this type of pipe withstands + 95 ° C but the service life will be less. Metal pipes having a core inner layer of PE-Xc cross-linked polyethylene have an operating temperature of + 95 ° C, which allows them to withstand a short-term load of up to + 110 ° C. However, in polypropylene pipes there is such a type as reinforced pipes. These pipes can withstand high temperatures compared to conventional ones, and they can be safely used just like metal-plastic ones in heating systems. Both types of pipes provide high oxygen resistance, which prevents corrosion of metal parts of heating systems. From an economic point of view, polypropylene pipes are more than 2 times cheaper than metal-plastic (especially fittings). Also, pipelines made of PP-r (polypropylene) have a very high mechanical strength, that is, it means that if you drop a heavy object on the pipe or hit it, no harm will be caused to it. Try to at least lightly tap the metal-plastic pipe with a hammer and see the opposite. Another advantage of polypropylene pipes is defrost resistance. That is, if the water in the pipe is frozen, you can not worry about its integrity, the pipe will expand and take on its original shape when defrosting. The metal-plastic pipe will almost certainly simply burst. You can continue for a long time, but the choice still remains for the consumer.
The metal-plastic pipe, so popular 5 years ago, is now gradually losing its appeal. This is due to the fact that, firstly, a huge amount of low-quality metal-plastic pipe appeared on the market. and secondly, leakages, which are formed at the joints of metal-plastic pipes after 2-3 years of their operation.
All the construction markets near Moscow are filled up with a metal-plastic pipe worth 30 rubles per linear meter, while the cost of a really high-quality metal-plastic pipe cannot be less than 90 rubles per linear meter.
The main danger of the danger of using plastic pipes lies in the following. Such a pipe is a layer cake: the inner layer is cross-linked polyethylene, then an adhesive layer, then an aluminum layer, a new adhesive layer, and finally, an outer layer of polyethylene or other material. A brass fitting is applied to all the above layers. When operating such a pipe, for example, in the heating system, it is heated by the flowing coolant. The coefficient of thermal linear expansion for polyethylene is its own, for its glue, for its aluminum, for its outer coating, and for the fitting also. Repeated temperature deformation of such a quantity of mutually touching materials causes a weakening of the pipe in its weakest place - where the fitting is mounted.
Now imagine that a year later, in your house in a trimmed room on a radiator tied around with metal-plastic, began to undermine the fitting. Most likely, you will take the key and tighten the nut on the fitting until the leakage is eliminated. After a while - a month or a year, a drop will reappear, and you will tighten the fitting again. After some time, the nut will be tightened to such an extent that it will squeeze through the aluminum layer of the metal-plastic pipe, and the slightest effort on the fitting will be enough to break the pipe.
And in order to eliminate such an accident, you will need to hollow out at least 0.5 meter of a pipe from a trimmed wall or floor to extend it, for which you will need to install another fitting, which, by the way, is not recommended to mutate into concrete according to work norms with metal-plastic pipe.
In addition to the main negative trait described, metal plastic systems have two more disadvantages. Firstly, it is always a narrowed through-flow section of the fittings (looking at any construction market inside any fitting for a metal-plastic pipe, you will see that the passage throughput of the fitting is much smaller than the diameter of the pipe for which it is intended). Secondly, the cost of quality fittings for a metal-plastic pipe is always very high, which largely negates the low cost of the pipe itself.
Summary : a metal-plastic pipe can be used with a fairly high degree of reliability only in cases when the pipeline made from it is operated at the same temperature, which is rarely encountered in practice. Based on our experience and the experience of our colleagues, which allowed us to formulate the above-mentioned disadvantages of metal-plastic, in the last 4 years we have stopped offering metal-plastic pipes to our Customers.
Of course, if you insist, we will certainly install for you at least heating, even warm floors, at least any other system of metal-plastic pipes. Moreover, we will give our usual 1 year warranty on the installed systems. However, we always consider it our duty to warn each of our Customers against the described misfortunes that have repeatedly happened to others.

Что бы оставить комментарий войдите
Комментарии (0)