
Содержание
В настоящее время и для ремонта, и для конструирования самых разных водопроводных сетей используют трубы из полиэтилена, причем в процессе конструирования обязательно необходимо выполнить надежное соединение полиэтиленовых труб. Такие трубы отличаются целым рядом достаточно существенных преимуществ:
Именно это и обеспечивает им такую высокую популяризацию. На сегодняшний день известно, как паять полиэтиленовые трубы, а также несколько других вариантов соединения труб из полиэтилена. Все они будут рассмотрены в данной статье.

Способы соединение ПЭ труб
Вопрос о соединении полиэтиленовых труб с водозапорной арматурой и между собой встает при устройстве сетей водопровода.
Так, соединения полиэтиленовых труб, в зависимости от своего функционального назначения, разделяются на две группы:
Приведем технологию проведения каждого вида соединений.

Сварка при помощи электромуфты
Данная технология монтажа применяется многие годы для монтажа труб из полиэтилена, диаметр которых 63 мм или же более.

Трубы, подготовленные к пайке в стык
Итак, рассмотрим как соединить полиэтиленовые трубы:

Трубы с нагревательным элементом
Совет от профессионала:
По высоте, ширине, образованному шву и внешнему виду грата можно судить о том, насколько качественно сварное соединение.

Сварочный аппарат и муфта
Данное соединение выполняется при помощи электромуфты, то есть муфты для соединения полиэтиленовых труб с закладными электронагревательными элементами. Данное соединение рассчитано на такое давление, которое достигает 16 Атм.
Электромуфтовое соединение считается более затратным экономически, чем сварка стыковая. Хотя в условиях высокой стесненности, при отсутствии возможности размещения габаритного аппарата предназначенного для стыковой сварки, незаменимой становится именно электромуфтовая сварка.
Наиболее популярна простая электромуфта, используемая для соединения в прямолинейный участок двух труб. Хотя наряду с ними применяются седловые отводы, электротройники и т.д.
Те соединения, которые выполняются при помощи электромуфты, достаточно часто применяют при монтаже трубопроводов не очень большого диаметра из труб, которые поступают в бухты.
Электромуфты, имеющие диаметр до 110 мм, по цене доступны и применяются в малом количестве – именно это и делает электросварку труб, которые поступают в бухты, сравнимой со стыковой экономически.
Рассмотрим технологию процесса сварки муфтами:

Очистка поверхности и обезжиривание
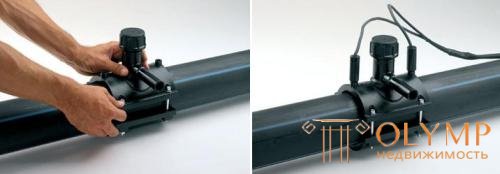
Установка муфты и подключение питающей аппаратуры
Совет от профессионала:
Питающая аппаратура высочайшего качества может проводить весь цикл сварки самостоятельно, кроме того, может все данные заносить в специальный электронный протокол.
При сварке труб, имеющих большой диаметр, обязательно дополнительно потребуется процедура подогрева – это следует помнить, производя монтаж полиэтиленовых труб своими руками. Прогрев выглядит так:
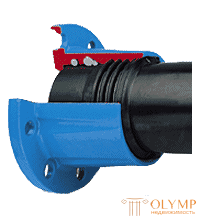
Фланец для ПЭ труб
Данное соединение является одним из наиболее распространенных видов разъемных соединений.
Соединение выполняется с помощью втулок под фланцы для полиэтиленовых труб, которые привариваются к торцам труб из полиэтилена, а также накидных фланцев из металла.
Фланцевое соединение – наиболее часто применяемое разъемное соединение, используемое при создании трубопроводных систем из труб, выполненных из полиэтилена.
Используются компрессионные фитинги (цанговое обжимное соединение, обжимные фитинги) для труб небольших диаметров (менее 50 мм) в тех случаях, когда практически невозможны или экономически невыгодны такие методы соединения, как стыковая сварка и фланцевые соединения.

Различные компрессионные фитинги
Данный вид соединения рассчитан на давление, достигающее 25 Атм. Герметичность в данных соединениях достигается благодаря наличию резинового уплотнительного кольца, а устойчивость к механическим нагрузкам — благодаря врезанию в трубу зубьев разрезанной втулки из пластмассы.

Цанга для полиэтиленовых труб
Компрессионные фитинги достаточно часто применяются при соединении труб из полиэтилена между собой, а также при соединении трубы из полиэтилена с трубой из какого-либо другого материала. Так, в случае замены участка трубопровода из стали, который пришел в негодность, трубой из полиэтилена компрессионный фитинг довольно успешно соединяет трубу из полиэтилена с трубой из металла.
Сварка втык нагретым инструментом, если сравнивать различные способы соединения полиэтиленовых труб, считается наиболее универсальным и эффективным способом соединения труб из полиэтилена. Данный способ позволяет трубы соединять непосредственно с соединительными деталями или друг с другом. Трубы, которые соединены сваркой, имеют такую же прочность, как и до выполнения данного соединения. Следовательно, трубопровод, который был сварен, сравнить можно с однородной трубой.

полипропилен

металлопластик
Сразу хочется отметить, что оба вида труб применяются и в водоснабжении и в отоплении. Преимущество полипропиленовых труб несомненно в их виде соединения между собой. Термическая сварка позволяет создать монолитное соединение которое по своей структуре становится таким же как и сама труба. Для сварки используют сварочный аппарат, в простонародье паяльник, пользоваться которым сразу сможет абсолютно любой человек. Вся сварка или лучше сказать пайка занимает секунды. Металлопластиковые трубы соединяются без всякой сварки пресс-фитингами или компрессионными фитингами. В первом случае потребуется специальный инструмент для пресс-фитингов, а для компрессионных фитингов простой гаечный ключ и физическая сила человека, но соединение в обоих случаях уже далеко от монолита как в полипропиленовых трубах. Также металлопластик можно гнуть,а в полипропилене используют для этого уголки и тройники. Как видно есть свои преимущества и есть свои недостатки в соединениях обоих труб. Но по надежности соединения выигрывает полипропилен, так как его соединения можно смело замоноличивать. Теперь рассмотрим температурные режимы обоих труб. Полипропиленовые трубыимеют рабочую температуру +75°С и при давлении 7,5 атмосфер гарантируемый срок службы их 25 лет. Максимальная температура которую выдерживают данный вид труб +95°С но срок службы будет уже меньше. Металлопластиковые трубыимея в своей основе внутреннего слоя сшитый полиэтилен РЕ-Хс имеют рабочую температуру +95°С что позволяет выдерживать им кратковременную нагрузку до +110°С. Однако в полипропиленовых трубах есть такая разновидность как армированные трубы. Эти трубы могут выдерживать большие температуры по сравнению с обычными, и их можно смело также как и металлопластиковые применять в системах отопления. Оба вида труб обеспечивают высокую кислородонепроницаемость, что препятствует корродированию металлических деталей систем отопления. С экономической точки зрения полипропиленовые трубы более чем в 2 раза дешевле металлопластиковых(особенно соединительные детали). Также трубопроводы из PP-r (полипропилена)имеют очень высокую механическую прочность, то есть имеется ввиду если уронить при монтаже на трубу тяжелый предмет или ударить по ней, никакого вреда ей нанесено не будет. Попробуйте хотя бы слегка стукнуть молотком по металлопластиковой трубе и увидите совсем обратное. Другое преимущество полипропиленовых труб это стойкость к размораживанию. То есть если вода в трубе замерзла, можно не беспокоиться за ее целостность, труба расширится и при оттаивании примет первоначальную форму. Металлопластиковую трубупочти наверняка просто напросто разорвет. Можно продолжать еще долго, но выбор все равно остается за потребителем.
Металлопластиковая труба, столь популярная еще 5 лет назад, ныне постепенно теряет свою привлекательность. Это обусловлено тем, что, во-первых, на рынке появилось огромное количество некачественной металлопластиковой трубы. а во-вторых, протечками, которые образуются на стыках металлопластиковых труб спустя 2-3 года их эксплуатации.
Все подмосковные строительные рынки завалены металлопластиковой трубой стоимостью по 30 рублей за погонный метр, в то время, как стоимость реально качественной металлопластиковой трубы не может быть менее 90 рублей за погонный метр.
Основная опасность опасность использования металлопластиковых труб таится в следующем. Такая труба представляет собой слоеный пирог: внутренний слой — сшитый полиэтилен, далее слой клея, затем слой алюминия, вновь слой клея и, наконец, наружный слой из полиэтилена или другого материала. На все перечисленные слои сверху накладывается латунный фитинг. При работе такой трубы, например, в системе отопления, она нагревается от протекающего теплоносителя. Коэффициент теплового линейного расширения у полиэтилена свой, у клея свой, у алюминия свой, у наружного покрытия трубы свой, и у фитинга также свой. Многократная температурная деформация такого количества взаимно соприкасающихся материалов вызывает ослабление трубы в самом слабом ее месте — там, где смонтирован фитинг.
Теперь представьте, что через год в Вашем доме в отделанной комнате на радиаторе, обвязанном по металлопластику, начал подкапывать фитинг. Скорее всего, Вы возьмете ключ и подтянете гайку на фитинге до устранения протечки. Через какое-то время — месяц или год, капелька появится вновь, и вы вновь подтянете фитинг. Спустя какое-то время гайка будет затянута до такой степени, что прожмет насквозь алюминиевый слой металлопластиковой трубы, и малейшего усилия на фитинг будет достаточно, чтобы труба обломилась.
А для устранения такой аварии Вам уже понадобится выдалбливать из отделанной стены или пола не менее 0,5 метра трубы для ее удлинения, для которого понадобится установка еще одного фитинга, который, кстати, по нормам работы с металлопластиковой трубой, муровать в бетон не рекомендуется.
Кроме описанной основной отрицательной черты металлопластиковые системы обладают еще двумя недостатками. Во-первых, это всегда зауженное проходное сечение фитингов (заглянув на любом строительном рынке вовнутрь любого фитинга для металлопластиковой трубы, Вы увидите, что проходное серение фитинга гораздо меньше диаметра трубы, для которой он предназначен). Во-вторых, стоимость качественных фитингов для металлопластиковой трубы всегда очень высока, что в значительной мере сводит на нет невысокую стоимость самой трубы.
Резюме: металлопластиковую трубу можно с достаточно высокой степенью надежности применять только в случаях, когда изготовленный из нее трубопровод работает при одной и той же температуре, что на практике встречается редко. Основываясь на нашем опыте и опыте наших коллег, позволившем сформулировать указанные выше недостатки металлопластика, мы в последние 4 года перестали предлагать металлопластиковые трубы нашим Заказчикам.
Разумеется, если Вы будете настаивать, мы, безусловно, смонтируем для Вас хоть отопление, хоть теплые полы, хоть любую другую систему из металлопластиковых труб. Более того, мы дадим на смонтированные системы свою обычную гарантию 1 год. Однако мы всегда считаем свои долгом предостеречь каждого из наших Заказчиков от описанных бед, неоднократно случавшихся с другими.

Что бы оставить комментарий войдите
Комментарии (0)